
Un sistema de manufactura integrado por computadora se compone de siete estaciones, las cuales son las siguientes: almacén de materia prima, almacén de producto terminado, sistema flexible de manufactura, control de procesos, estación de visión y la estación hidráulica.
ALMACEN DE MATERIA PRIMA
El almacén de materia prima de un sistema de manufactura integrado por computadora es un lugar para almacenar la materia prima, el producto semiterminado o el producto terminado a la espera de ser transferido a las siguientes estaciones de trabajo del sistema de producción. Así mismo en un almacén podemos encontrar embalajes, refacciones para mantenimiento del mismo sistema CIM, entre diversas cosas mas. En un sistema CIM el almacén sirve como centro regulador de del flujo de mercancías entre la disponibilidad y la necesidad de fabricantes, comerciantes y consumidores.
SISTEMA FLEXIBLE DE MANUFACTURA O FMS
Un FMS consta de varias maquinas-herramientas de control numérico CNC donde cada una de ellas realiza muchas operaciones debido a la versatilidad de las maquinas-herramientas y a la gran capacidad de realizar los cambios de herramentales, a la gran velocidad de hacer los cortes, estos sistemas son muy flexibles respecto al numero de piezas que pueden producir simultáneamente.
NIVELES DE COMUNICACION DEL CIM
En cada estación se encuentra ubicada una PC, un PLC y un ORAL, algunos utilizan sistemas neumáticos o hidráulicos y requieren de energía eléctrica. Toda esta fuerza se convierte en mecánica por los diversos movimientos que se realizan en el proceso. Por ello, dentro del sistema CIM es necesaria la intervención de diferentes fuerzas tales como la neumática, hidráulica, eléctrica, electrónica, y mecánica.
Dentro de un sistema de manufactura integrada por computadora (CIM) existen 4 niveles de comunicación:
- Nivel de cableado.
- Nivel de controlador lógico programable (PLC).
- Control de la computadora utilizando los datos de la red de comunicación.
- Nivel de control de interface hombre-maquina (MMJ).

RED MODBUS PLUS
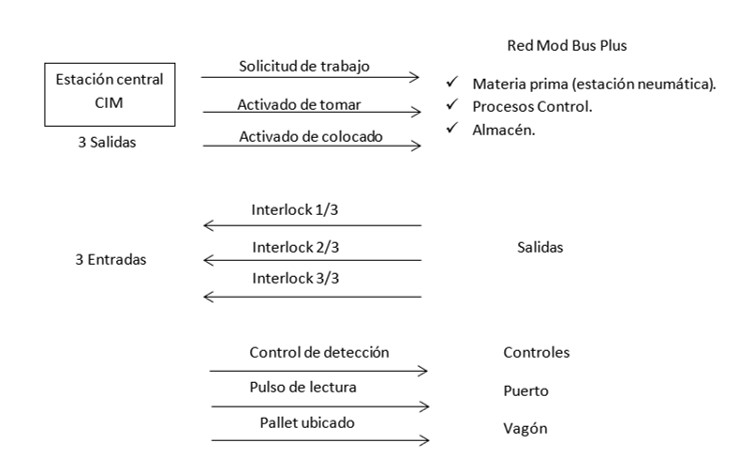
A continuación te describiremos como es el sistema de comunicación de la Red Modbus Plus:
El almacén controla los procesos de la materia prima y del proceso de control gracias al Modbus Plus. La estación central cuenta con 3 salidas que cuando llegan a ala estación se convierten en entradas. El control de detección activa el chip. Después, como la estación central cuenta con 3 cables de salida de señal discreta hacia la red modbus plus, la cual esta compuesta de materia prima, los procesos de control y el almacén. Por lo tanto, uno de los cables pide una señal de la estación central CIM hacia la red, solicitando el tipo de acción a realizar. Según el tipo de acción a realizar la Red manda una señal a través de un cable la confirmación de la solicitud de trabajo. Una vez llegada esta señal a la estación de control, manda una señal para tomar el objeto o la pieza del proceso de control, entonces la red indica la terminación de la acción a realizar y traslada el material al vagón después de que se manda la señal del activado del colocado para que el vagón se detenga automáticamente hasta que el material sea colocado o retirado según la acción a realizar. Todo esto se lleva a cabo gracias a los controles de detención a través de un pulso de lectura en los puertos para ubicar el vagón en la posición deseada.
ESTACION FMS
Las estaciones FMS se conforma por una estación de alimentación, una estación de manufactura con una fresadora y un torno, una estación de procesos, una estación de control de calidad y una estación de ensamble. Cada una de estas estaciones funciona independientemente con su propio sistema de control cada uno por medio del cual se programa dependiendo del propósito de la actividad. El dispositivo que controla cada una de las estaciones es un PLC, instalado para controlar sus funciones.
Ésta se compone de un torno CNC y una fresadora CNC. La estación se encarga de realizar procesos de maquinado de las piezas provenientes de la estación de alimentación. El material es ubicado en forma manual en las máquinas de CNC. Al terminar el proceso de mecanizado, el operario recoge las piezas y las coloca de nuevo en la banda con el fin de seguir con los procesos destinados de las piezas.
La estación de supervisión central en comunicación con este módulo, adquiere la información del estado del mecanizado, es decir, en espera de material, en proceso de mecanización, en paro de emergencia.
Esta estación contiene 5 cables de señal discreta extra, los cuales son:
- Procesamiento usando únicamente el torno CNC.
- Procesamiento usando únicamente la fresadora CNC.
- Procesamiento usando el torno y la fresadora CNC.
- Opcional.
- Opcional.
AREA DE INSPECIÓN
En este módulo de inspección se realiza el control de calidad de la pieza a fabricar. Esta estación es dividida en dos partes, las cuales son integradas para que funcione adecuadamente la cámara de visión artificial. Mediante patrones establecidos ésta evalúa las dimensiones mecanizadas requeridas de la pieza para su posterior ensamble, y el brazo robótico, el cual realiza el posicionamiento de la pieza frente a la cámara, con el fin de determinar el perfil de la pieza elaborada y, así, rechazar una pieza defectuosa o ubicarla en la estación siguiente si cumple con las especificaciones establecidas.
Las variables controladas de este módulo por la estación central son: si el módulo se encuentra en proceso de evaluación de la pieza, la verificación que la pieza cumpla o no con los requisitos dimensionales y si la estación se encuentra en paro de emergencia.
Esta estación cuenta con 4 cables de señal directa:
- Material fuera de especificaciones.
- Pieza de acuerdo a especificaciones.
- Necesita una segunda pieza para montar el conjunto.
- Necesita de dos piezas para montar el conjunto.
ESTACIÓN ROBOT
En la estación robot, la estación central del CIM manda una señal al robot para avisarle que tipo de material llego a la estación si un rectángulo o un cilindro (por poner un ejemplo), de esta manera el robot sabe la figura que va a tomar y se activa para tomar la pieza en base a un código binario y colocarlo en la siguiente estación. El robot tiene la función de manipular las piezas dentro del FMS para colocar o retirarlas según el siguiente proceso al que vallan a ser sometidas, por ejemplo el robot toma las piezas para colocarlas en el centro de maquinado y espera un determinado lapso de tiempo hasta que se termina el maquinado, luego toma la pieza para colocarla en el pallet ubicado en la banda transportadora. Para realizar este funcionamiento de manera adecuada necesita recibir una señal para saber el tipo de pieza y ver si va a ser colocada en el torno o la fresadora.
Esta estación contiene 2 cables de señal discreta extra para efectuar esta información entre la estación central y el robot.
- Del CIM al robot. El CIM notifica cual material llego al puerto si un cilindro o un rectangulo («0» base rectangular, o «1» un cilindro).
- Del CIM al Robot. Manda una señal confirmando para que el material sea montado en el FMS.
REFERENCIAS
Groover (2001). Automation, Production System and CIM.
Related Posts:


