
La lógica cableada industrial es un conjunto de diseños de automatismos con circuitos cableados entre contactos auxiliares de relés electromecánicos, contactores de potencia, relés temporizados, diodos, relés de protección, válvulas óleo-hidráulicas o neumáticas y otros componentes. Los cableados tienen las funciones de comando y control, de señalización, de protección y de potencia. La potencia además de circuitos eléctricos comprende a los circuitos neumáticos que don aquellos que son controlados por aire a presión o hidráulicos que son los que se controlan por aceite a presión. Crea automatismos rígidos, capaces de realizar tareas en forma secuencial, sin posibilidad de cambiar variables y parámetros. Si se ha de realizar otra tarea será necesario realizar un nuevo diseño. Se emplea en automatismos pequeños, o en lugares críticos, donde la seguridad de personas y máquinas, no puede depender de la falla de un programa de computación.
La lógica cableada permite estructurar circuitos en forma ordenada, prolija y segura, sea en circuitos cableados o programados. La práctica de la lógica cableada ha sido asimilada por otras ramas de la tecnología como las telecomunicaciones y la informática, con la introducción del cableado estructurado en edificios, oficinas y locales comerciales, lugares donde es poco usual el manejo de esquemas y dibujos de las instalaciones eléctricas.
La lógica programada se basa en dispositivos lógicos programables (PLD), los cuales tienen una función no establecida, al contrario que las puertas lógicas que tienen una función fija en el momento de su fabricación. Antes de poder utilizar el PLD en un circuito, este debe ser programado.
LOGICA PROGRAMADA
Es lo contrario de la lógica cableada, es decir, este tipo de diseño permite utilizar un circuito o un proyecto para muchas otras funciones con el simple cambio del software que incorpora.
LOGICA CABLEADA
Es una forma de realizar controles, en la que el tratamiento de datos (botonería, fines de carrera, sensores, presóstatos, etc.), se efectúa en conjunto con contactores o relés auxiliares, frecuentemente asociados a temporizadores y contadores.
MANUFACTURA
El control numérico (CN) es un sistema de automatización de máquinas herramienta que son operadas mediante comandos programados en un medio de almacenamiento, en comparación con el mando manual mediante volantes o palancas.
El abaratamiento y miniaturización de los microprocesadores ha generalizado la electrónica digital en las máquinas herramienta, lo que dio lugar a la denominación control numérico por computadora o control numérico por computador (CNC).
ELEMENTOS DE PARO DE TRANSICIÓN Y TRANSFERENCIA
En cada línea de producción al posicionador y al paro de transferencia se les conoce como “posicionado de anclaje” el cual sirve para detener los pallets (hablando que un CIM es nuestra línea de producción) antes de cada máquina.
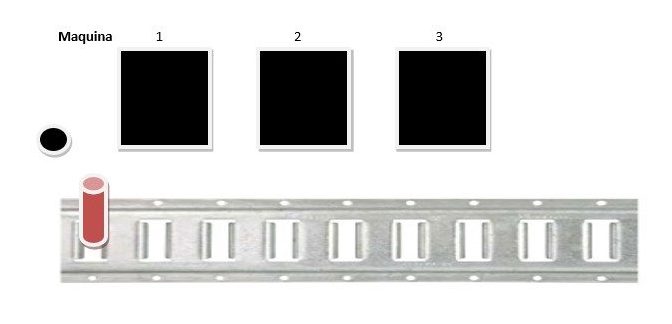
En la representación gráfica que se muestra arriba, se demuestra cómo afecta en la productividad un posicionador de anclaje, este tiene como función darle o no darle paso a el material que se va fabricar además de que reconoce si las máquinas están ocupadas o no, por ejemplo está en la línea de producción un producto equis, la primer maquina tarda un minuto y medio en la fabricación, la maquina 2 tarda aproximadamente 2 minutos en la fabricación, como la maquina dos tarda más tiempo en procesar el producto ella seria nuestra máquina de tiempo estándar o la maquina tapón en el balanceo de líneas (siempre se escoge la maquina más lenta) la forma en la que se afecta la producción es que en la maquina uno se está amontonando el producto ya que la maquina dos tarda más tiempo en terminar sus funciones , para corregir eso, se opta por colocar una maquina paralela a la maquina dos la cual es nuestra maquina tapón para así agilizar el proceso y tener la producción óptima.
ALGORITMO DE LA ENTRADA DE UN VAGON A UNA ESTACION

ALGORITMO DE LA SALIDA DE UN VAGON A UNA ESTACION

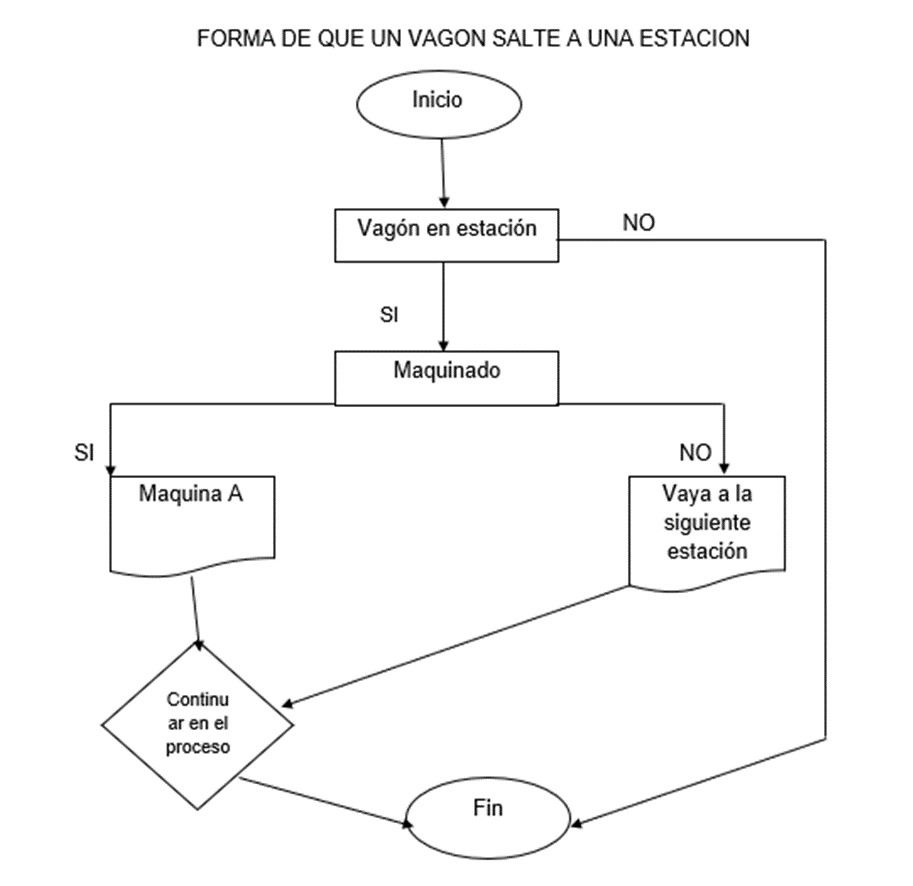
ALGORITMO PARA QUE UN VAGON SALTE UNA ESTACION
CONTROLES DE LA BANDA TRANSPORTADORA Y DEL ROBOT CRS
ROBOT CRS
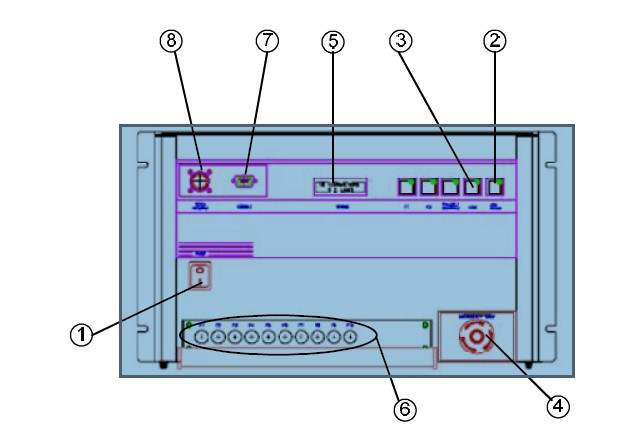
Los controladores se encuentran justamente en el controlador C500C, es aquí donde se generan las señales eléctricas necesarias para que la estructura del robot pueda moverse, en la figura siguiente se muestran las funciones de algunos botones para que el operador pueda trabajar con él en forma adecuada y seguir.
- Botón de encendido y apagado
- Botón para activar el voltaje en los servomotores (arm power).
- Led que indica el estatus del robot (Home).
- Paro de emergencia.
- LCD.
- Fusibles de los servomotores. No restaurar los fusibles si el control está encendido.
- Conector para la terminal tipo RS-232.
- Conector de la botonera (Teach Pendant).
El controlador y sus componentes cuentan con paros de emergencia que se distinguen fácilmente. Es importante verificar antes de encender el robot por primera vez que estos paros de emergencia no se encuentren activados, ya que al activarse un paro de emergencia se corta la energía del brazo robot. Los paros de emergencia se encuentran conectados en circuitos serie, para que de esta manera al ser activado cualquiera de ellos, rompas el circuito y se interrumpe la energía del brazo y en este se activan al instante los frenos o bloqueos de los ejes, lo cual evita que el robot se mueva por alguna inercia o por la gravedad.
El controlador C500C está provisto de una entrada para paros de emergencia, de tal forma que en un sistema se pueden instalar el número de paros de emergencia externos que sean necesarios y con ello garantizar la seguridad, ya que el controlador es el cerebro del robot.
BANDA TRANSPORTADORA
El lugar desde el cual es controlada la banda transportadora es de la unidad Control CIM, la cual está integrada por los botones de comienzo y de paro, además de la unidad en donde se concentran todos los relés de mando para activar las distintas áreas.
ALGORITMO DE LA FABRICACION DE UNA FIGURA EN UN TORNO

CICLO DE UN PROGRAMA
Para maquinar un cilindro de 19 mm de diámetro por 60 mm de longitud, desbastando el material necesario para crear la figura de un alfil.
- G90 G40 G54 G18;
- T0700 M06;
- S1000 M03;
- G00 X26.0 Z2.0;
- G73 U12.0 R10.0;
- G73 U10 Q20 F60.0;
- N10 G01 X0.0 Z0.0(A);
- G01 X1.0 Z0.0(B);
- G03 X3.0 Z-2.5 I0.5 K-1.45 R1.45(C);
- G03 X3.0 Z-15.0 I-9.899 K-8.75 R13.0(D);
- G01 X5.224 Z-15.0(E);
- G03 X5.224 Z-19.0 I2.0783 K-17.0 R2.07(F);
- G01 X11.0 Z-31.0(G);
- G03 X15.0 Z-34.5 I3.248 K-34.5 R4.063(H);
- G03 X19.0 Z-37.5 I6.349 K-37.5 R3.15(I);
- G01 X15.0 Z-45.5(K);
- G02 X16.0 Z-53.5 I71.75 K-45.5 R64.25(L);
- G03 X19.0 Z-55.0 I8.0 K-55.0 R1.5(M);
- N20 G01 X19.0 Z-60.0(N);
- G28 X0.0 Z0.0;
- M30;

REFERFENCIA
Groover (2001). Automation, Production System and CIM.


